Comptage du nombre produit réellement et théoriquement
Vérifiez instantanément la cadence : ce qui est fait vs ce qui aurait dû être fait
Principe de l'afficheur numérique de cadence de production
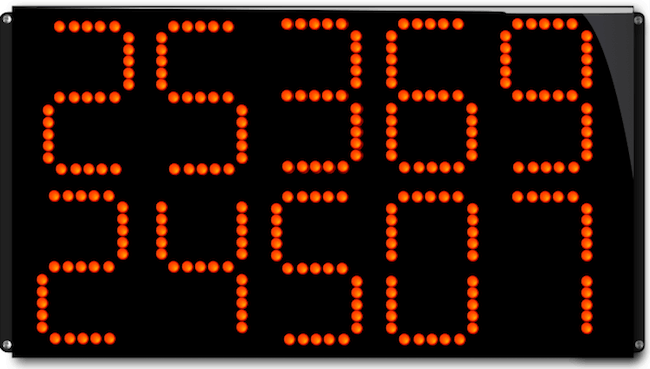
Cet afficheur numérique de production compare à tout moment la production réelle (impulsions comptées) à la production théorique (calculée à partir d’une cadence horaire programmée). L’objectif : surveiller la cadence en direct, repérer une dérive et agir immédiatement.
- Ligne 1 : nombre d’impulsions comptées (réel).
- Ligne 2 : nombre théorique calculé (ce qui aurait dû être obtenu).
- La cadence horaire théorique est programmée au clavier et reste en mémoire.
- Le calcul théorique est mis à jour toutes les secondes.
Entrées & raccordement (contacts secs)
Impulsions de comptage
- Contact sec entre Commun (bleu) et Compteur (vert).
- Durée mini : 50 ms.
- Intervalle mini entre 2 contacts : 50 ms.
Remise à zéro (RAZ)
- Contact entre Commun (bleu) et RAZ (jaune).
- Remet à zéro le compteur et l’horloge.
Important
- Une interruption du 24 Vcc entraîne aussi une remise à zéro.
- Pour des impulsions plus rapides, une adaptation est possible.
Programmation de la cadence théorique (clavier)
- Brancher le clavier (câble 10 m, fiches RCA).
- Raccorder l’alimentation 220/12 Vcc.
- À l’invite « Entrer la valeur », taper la cadence horaire puis la touche #.
- L’afficheur indique « Prêt » ~2 secondes.
- Débrancher le clavier : la valeur reste en mémoire.
Caractéristiques de l'afficheur numérique de cadence de production
Alimentation
- Minimum : 17 Vcc
- Maximum : 25 Vcc
- Ne jamais dépasser : 25 Vcc crête
Comptage / limites
- Impulsions : 50 ms mini espacées de 50 ms
- Compteur max : 99999
- Cadence horaire max : 60000
Mécanique
- Corps : Plexiglas®
- Fond : ABS
- Dimensions : 400 × 245 × 21 mm
- Entraxe fixations : 410 × 225 mm
Nous pouvons adapter ce matériel à la demande (format d’affichage, entrées, logique, boîtier, intégration ligne/automate). Présentez-nous votre projet.
Utilisations possibles de l'afficheur numérique de cadence de production
Ateliers & lignes
- Suivi cadence par poste / îlot.
- Comparaison en direct (objectif vs réel).
Qualité & performance
- Détection dérive de cadence.
- Analyse des ruptures (arrêts, aléas, réglages).
Intégration automatisme
- Contacts secs : capteurs, relais, automate.
- Visualisation à distance de lecture.
FAQ – Cadence réel vs théorique
Que signifie la valeur théorique affichée ?
Elle correspond au nombre qui aurait dû être obtenu selon la cadence horaire programmée et le temps écoulé depuis le démarrage (horloge).
La cadence théorique reste-t-elle en mémoire ?
Oui, la cadence programmée au clavier est mémorisée dans l’afficheur.
Quelles durées minimales pour les impulsions ?
50 ms minimum par impulsion, avec 50 ms minimum entre deux impulsions.
Que fait exactement la remise à zéro (RAZ) ?
Elle remet à zéro le compteur et l’horloge afin de relancer un suivi de cadence propre.
Peut-on éviter la remise à zéro lors d’une microcoupure ?
Oui, une adaptation (secours, maintien, logique différente) peut être étudiée selon votre installation.